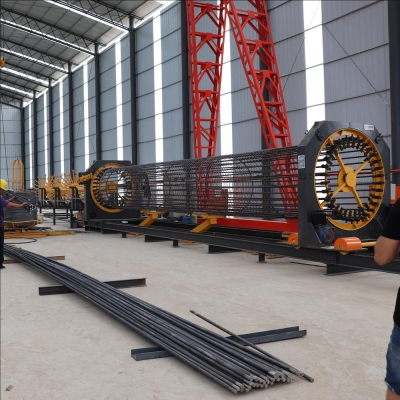
Là thiết bị thông minh cốt lõi trong gia công cốt thép hiện đại, trung tâm uốn thép thanh CNC thẳng đứng được các ngành xây dựng, đường cao tốc, đường sắt cao tốc và các ngành khác ưa chuộng nhờ mức độ tự động hóa cao, vận hành linh hoạt và độ chính xác gia công cao. Thiết bị này áp dụng thiết kế dạng mô-đun, trong đó mỗi máy riêng lẻ không chỉ có thể hoạt động độc lập để hoàn thành các nhiệm vụ uốn cụ thể mà còn phối hợp với các thiết bị gia công cốt thép khác (như dây chuyền cắt thép thanh thủy lực) để tạo thành một dây chuyền sản xuất liên tục, giúp nâng cao đáng kể hiệu quả tổng thể của quá trình gia công cốt thép. Tuy nhiên, cần nhấn mạnh rằng do sự tích hợp cao của các hệ thống cơ khí, điện và thủy lực trong thiết bị, và tốc độ vận hành cao của các bộ phận chính trong quá trình làm việc, rủi ro vận hành cao hơn đáng kể so với các thiết bị truyền thống.

Nếu nhân viên không quen thuộc với cấu trúc, nguyên lý hoạt động và quy trình vận hành của thiết bị mà vận hành một cách mù quáng, rất dễ xảy ra tai nạn mất an toàn. Những tai nạn như vậy không chỉ dẫn đến thương tích cá nhân như kẹp và trầy xước cho người vận hành mà còn gây hư hỏng nghiêm trọng cho thiết bị, chẳng hạn như biến dạng trục uốn, hỏng hộp số và chập điện, dẫn đến thiệt hại kinh tế lớn và làm chậm tiến độ xây dựng. Do đó, việc tiêu chuẩn hóa vận hành trung tâm uốn thép thanh CNC đứng là tiền đề hàng đầu để đảm bảo an toàn sản xuất và chất lượng gia công. Tất cả người vận hành phải được đào tạo chuyên nghiệp nghiêm ngặt trước khi nhận việc. Họ không chỉ phải thành thạo các chức năng, đặc điểm và phương pháp vận hành của máy mà còn phải nắm vững các biện pháp phòng ngừa an toàn và xử lý sự cố khẩn cấp, đồng thời tuân thủ nghiêm ngặt các yêu cầu của hướng dẫn sử dụng và quy định an toàn tại công trường trong suốt quá trình vận hành.
Công tác chuẩn bị trước khi vận hành là tuyến phòng thủ đầu tiên để tránh rủi ro vận hành và đảm bảo hoạt động ổn định của thiết bị. Nó không chỉ liên quan đến sự an toàn của người và thiết bị mà còn ảnh hưởng trực tiếp đến độ chính xác gia công và tuổi thọ của thiết bị. Tất cả các hạng mục chuẩn bị phải được hoàn thành cẩn thận và toàn diện mà không được bỏ sót bất kỳ hạng mục nào. Các bước chuẩn bị trước khi vận hành chi tiết như sau:
1. Chuẩn hóa việc sử dụng thiết bị bảo hộ lao động. Người vận hành phải đội mũ bảo hiểm và đeo găng tay bảo hộ đạt tiêu chuẩn trước khi vào khu vực vận hành. Mũ bảo hiểm phải được cài chắc chắn để tránh bị rơi trong quá trình vận hành; găng tay bảo hộ phải có khả năng chống mài mòn và chống trơn trượt để tránh bị trầy xước tay do các cạnh sắc nhọn của thanh thép và ngăn thanh thép bị trượt trong quá trình cấp liệu. Cần nhấn mạnh rằng người vận hành không sử dụng thiết bị bảo hộ lao động theo quy định sẽ bị nghiêm cấm vào khu vực vận hành hoặc vận hành thiết bị, và người giám sát tại chỗ sẽ chịu trách nhiệm kiểm tra và giám sát.
2. Tiến hành kiểm tra an toàn tại chỗ. Trước khi khởi động thiết bị, người vận hành phải kiểm tra kỹ môi trường xung quanh máy móc để xác nhận không có người không liên quan (đặc biệt là những người không có trách nhiệm như công nhân xây dựng và người đi bộ) trong khu vực cảnh báo an toàn. Đồng thời, cần kiểm tra xem có chướng ngại vật nào xung quanh thiết bị hay không, chẳng hạn như các thanh thép xếp chồng, dụng cụ và các mảnh vụn khác, và dọn dẹp chúng kịp thời. Các biển báo cảnh báo an toàn xung quanh thiết bị phải còn nguyên vẹn và dễ nhìn thấy để nhắc nhở những người xung quanh tránh xa. Biện pháp này nhằm tránh thương tích do tai nạn gây ra bởi việc vận hành thiết bị đột ngột và ngăn ngừa những người không liên quan chạm vào các bộ phận vận hành một cách vô tình, có thể dẫn đến hậu quả không thể khắc phục.
3. Hoàn thành việc bảo dưỡng bôi trơn thiết bị. Bôi trơn tốt là chìa khóa để đảm bảo thiết bị hoạt động trơn tru và giảm mài mòn các bộ phận. Trước khi khởi động máy, người vận hành nên kiểm tra các điểm bôi trơn được chỉ định trong hướng dẫn sử dụng (như khớp nối trục uốn, ray dẫn hướng trượt và khớp nối của cơ cấu truyền động) và thêm loại mỡ bôi trơn và liều lượng được chỉ định. Nghiêm cấm sử dụng chất bôi trơn kém chất lượng hoặc trộn lẫn các loại chất bôi trơn khác nhau để tránh ảnh hưởng đến hiệu quả bôi trơn và gây kẹt hoặc mài mòn quá mức các bộ phận. Sau khi thêm chất bôi trơn, cần xoay nhẹ các bộ phận liên quan bằng tay để đảm bảo chất bôi trơn được phân bố đều.
4. Kiểm tra mức dầu hộp số. Hộp số là bộ phận truyền động cốt lõi của trung tâm uốn thép thanh CNC đứng, và lượng dầu hộp số đủ và đạt tiêu chuẩn là yếu tố đảm bảo hoạt động ổn định của nó. Người vận hành nên kiểm tra mức dầu hộp số bằng thước đo dầu: mức dầu bình thường nên nằm giữa vạch trên và vạch dưới của thước đo dầu, tốt nhất là ở vị trí giữa. Nếu mức dầu thấp hơn vạch dưới, cần phải bổ sung kịp thời loại dầu hộp số được chỉ định; nếu mức dầu quá cao, cần phải xả bớt dầu để tránh áp suất quá cao trong hộp số ảnh hưởng đến khả năng tản nhiệt và hiệu suất truyền động. Đồng thời, kiểm tra xem có rò rỉ dầu ở các khớp nối của hộp số hay không, nếu có thì sửa chữa kịp thời.
5. Kiểm tra các bộ phận làm việc chính. Trục uốn và trục trung tâm là các bộ phận cốt lõi trực tiếp hoàn thành nhiệm vụ uốn thanh thép và trạng thái làm việc của chúng quyết định trực tiếp đến chất lượng uốn và độ an toàn của thiết bị. Người vận hành nên kiểm tra xem trục uốn và trục trung tâm có còn nguyên vẹn hay không, có vết nứt, biến dạng hoặc mài mòn quá mức hay không; kiểm tra xem mối liên kết giữa các trục và cơ cấu truyền động có chắc chắn không, các bu lông, chốt có bị lỏng hay không. Nếu phát hiện tình trạng bất thường, thiết bị sẽ không được khởi động và thông báo cho nhân viên bảo trì chuyên nghiệp để kiểm tra và sửa chữa.
6. Kiểm tra kết nối nguồn khí và nguồn điện. Trung tâm uốn thép thanh CNC thẳng đứng sử dụng nguồn khí để vận hành cơ cấu kẹp và nguồn điện để vận hành hệ thống điện và động cơ. Người vận hành trước tiên cần kiểm tra xem đường ống nguồn khí đã được kết nối chắc chắn chưa, và mở van nguồn khí để kiểm tra xem áp suất khí có đáp ứng yêu cầu làm việc hay không (thường là 0,6-0,8MPa). Sau đó, kiểm tra xem nguồn điện đã được kết nối đúng cách chưa, dây nguồn có còn nguyên vẹn, không bị hư hỏng hoặc lão hóa không, và dây nối đất đã được kết nối chắc chắn chưa để tránh tai nạn điện giật do tiếp đất kém.
7. Kiểm tra mạch điện và đường ống dẫn khí. Cuối cùng, người vận hành cần kiểm tra xem các công tắc mạch điện (như công tắc nguồn chính, công tắc dừng khẩn cấp và nút vận hành) có hoạt động bình thường hay không, và kiểm tra độ nhạy của công tắc dừng khẩn cấp để đảm bảo nó có thể ngắt điện kịp thời trong trường hợp khẩn cấp. Đồng thời, kiểm tra xem mỗi đường ống dẫn khí có còn nguyên vẹn, không bị rò rỉ và các mối nối ống có chắc chắn hay không. Nếu có rò rỉ khí, hãy thay thế đường ống dẫn khí bị hỏng hoặc bịt kín kịp thời.
Chỉ sau khi tất cả các hạng mục chuẩn bị trước khi khởi động nêu trên được xác nhận là bình thường thì trung tâm uốn thép thanh CNC thẳng đứng mới có thể được khởi động để vận hành tiếp. Cần nhắc lại rằng việc chuẩn bị trước khi khởi động không phải là thủ tục hình thức mà là khâu quan trọng để tránh tai nạn. Mỗi người vận hành phải có ý thức an toàn cao, thực hiện nghiêm túc từng bước chuẩn bị và đặt nền tảng vững chắc cho sản xuất an toàn và hiệu quả.